
In the series of articles highlighting the efforts of denim supply chain companies who are participating in Denimsandjeans shows globally, we bring the second one on Anubha Industries from India . Our effort is to bring to focus the various initiatives taken by the companies in becoming more sustainable and encourage others to also follow.
ANUBHA INDUSTRIES
Anubha Industries Ltd is a part of the Pratibha Group of companies, having a history of over 30 years in textiles and manufacturing of fabric including Denim.Headquartered in Surat, with over 600 employees, the company manages the complete industrial chain, from fabric to finished product. Anubha Industries has invested in the state-of-the-art facilities equipped with rope dyeing, weaving, finishing, coating, printing and material testing facilities.
The company claims that they have an action plan that helps them to reduce energy consumption, its sources, negate waste generation even further in the processes, and minimize current eco-footprints while simultaneously balancing feasibility to do so. The company aims at using only clean chemistry in the entire process by responsible sourcing using Bluesign approved products. The company claims that this input stream management will restrict the entry of the harmful substances right at the beginning of the manufacturing process to achieve standards for an environmentally friendly and safe production. Further , This will ensure that the company’s products meet very stringent consumer safety requirements worldwide and also provide confidence to the consumer to acquire a sustainable product.
Let’s check out more details on what Anubha is doing !
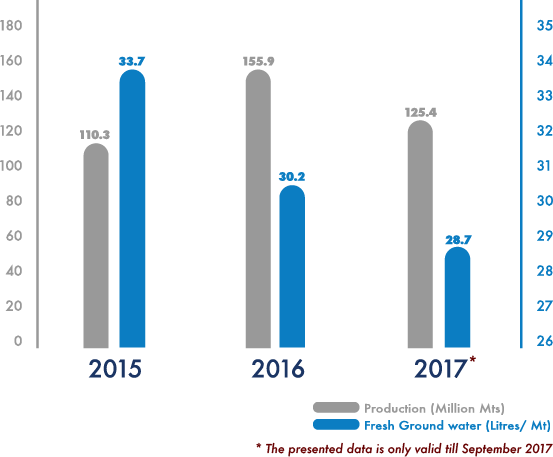
Water Saving
Anubha Industries asserted that they have saved 627 million litres of fresh water over the last 3 years with their new suplhur dyeing method which cuts down a significant amount of water and energy used. The process REDUCES the water consumption to 3.5 litres/kg from12 litres/ kg and used for washing and oxidation process. The dyed products made from this process are made using eco-friendly sulphur dyes. The company has installed a state-of-the-art caustic recovery plant, in which, caustic – a valuable chemical, is recovered from the effluent drain of the mercerizing process. In this process 90 % of the caustic is recovered and is reused back in the process . The recovered water separated from caustic is reused in the process resulting in chemical and water savings for the environment.
The company claims to achieve high recovery of caustic by using ozonation of the effluent caustic, reverse osmosis technology and multi-effect evaporators. The ozonation process eliminates the contamination by oxidizing to sludge and filteration with coarse membranes & micron filters. The use of chemicals to clean up the caustic is eliminated. Conventionally, the contamination keeps getting accumulated and after a few cycles has to be discarded to effluent.The fresh water consumption for the whole unit includes water for drinking and cleaning purposes as well as water for the denim production processes. Their custom-designed counter flow system reuses the water used in the production process and results in ,as reported by the company, a considerable amount of process water savings over the year.

Energy Savings
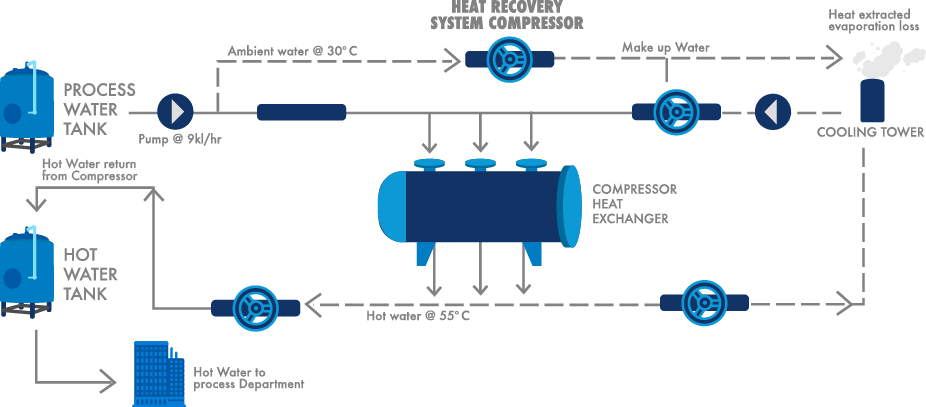
So far as the energy is concerned , Anubha claims to save 32 million kWh of electricity over the last 3 years. The company has initiated a number of steps to REDUCE energy usage and eco-footprints, starting with optimisation of in-plant electrical power quality, installation of energy efficient lighting system, and machinery energy consumption is optimised by use of variable frequency drive systems and heat recovery systems in air compressors.State-of-the-art equipment installed includes steam condensate recovery system, flash steam recovery system and waste heat recovery system on boiler and thermopacs that ensures that the energy produced is REUSED after recovery. The heat recovery system installed on air compressors recovers waste heat from the compressor cooling.
Hot compressed air is cooled in heat exchangers by water. Hot water is generated (55o- 60o C) as an output of heat exchanger. In the conventional method of rejecting heat at the cooling tower causes loss of water in evaporation and consumption of power in cooling tower operations. Anubha says that their production unit has been consistently able to reduce energy consumptions to a diminutive amount of 1.05 KWH / MT of electricity and 0.68KG/MT of coal.

Waste Recycling
The company has introduced an advanced treatment system to REDUCE effluent generated and an eco-processing route that reduces the other waste obtained. The process includes the introduction of advanced treatment systems to reduce the effluent generated and an eco processing route that reduces the other waste obtained. The factory also maintains RESPONSIBLE LIQUID DISCHARGE by resorting to in-plant pre-treatment of effluent and ensuing further treatment involving sending effluents to CETP for wastewater management.The installation of a waste heat recovery system on the Stenter machine and the caustic recovery plant helps recover and reuse whatever energy and by-material that is generated.
This series will continue to part III and beyond . Check out the Part I here . For the latest updates , you can follow us on Facebook , Linkedin and Instagram
Leave a Reply