Until 1915, most Indigo dyeing was conducted in skein machines for cotton or loose fiber dyeing for wool. Skein dyeing of Indigo is still the best method for dyeing Indigo on very fine yarns for the delicate high-fashion fabrics. In 1915, the first rope dyeing machine appeared and only in the 1970’s was sheet dyeing introduced. The relative advantages of rope as opposed to sheet Indigo machines is a common subject of debate. Based on my 30 years of experience in this area, including as a consultant in about 40 denim operations worldwide, here are some basic observations that I have made in companies that had only sheet or rope dyeing, but also in many denim companies that employed both. These evaluations included mass-balance studies, benchmarking, weaving efficiency and overall fabric quality.
A. Lower consumption of reducing agent per kilogram of yarn.
The primary reducing agent utilized in Indigo dyeing is sodium dithionite, commercially known as sodium hydrosulfite. The amounts of this reducer that are consumed in Indigo dyeing are greatly in excess of what is necessary for the Indigo dyeing itself. In explanation, in order to reduce 100 kilograms of pure Indigo so that dyeing can proceed, only about 66 kilograms of 100% hydrosulfite are required for the basic reaction. The amount of hydrosulfite actually consumed in Indigo dyeing is often3 or 4 times this amount. There is often hydrosulfite wasted incurred in the initial mixing of the stock mix, due to excessive stirring or concentrations of hydrosulfite greater than 80 grams per liter which promotes anerobic decomposition.
A great deal of hydrosulfite is lost because of contact with atmospheric oxygen at the surface of Indigo dye boxes as a result of aerobic decomposition. The surface losses of hydrosulfite are related to the volume and surface area of the dye boxes, with approximately 15% loss in larger Indigo boxes found on rope ranges and 50% or more in the smaller dye boxes found on sheet ranges.
The scientific explanation for this phenomenon is related to what is known as Specific Surface Area (SSA). The greater the SSA (the quotient of the surface area and volume), the more rapidly the sodium hydrosulfite is oxidized. The time for half-oxidation (50% loss) is inversely proportional to the SSA, which means that decomposition is slowest in a large dye tank with a relatively small surface area. There are other factors involved such as the initial concentration of hydrosulfite in the dye boxes – a higher initial concentration decomposes more slowly. However the most significant source of loss is through surface contact and air brought into the dye tank by yarn.
The instability of hydrosulfite in smaller Indigo boxes is also the primary cause of color variation in Indigo dyeing, which on rope ranges is much better controlled. It should also be noted that rope ranges have the advantage in regards to Cross Shade Variation(CSV), which refers to differences in color from side-to-side in the fabric. CSV is basically a result of dye circulation system design where the Indigo enters the dye box from the side instead of the front. In rope ranges that are designed with that style of circulation there is also some difference in the yarn color from to side-to-side, but unlike sheet ranges where the yarns are fixed in their final fabric position, the yarn ropes can be blended to remove the side to side effects. There have been some newer designs of Loop indigo machines which have greatly improved CSV.
B. VERSATILITY IN DENIM PRODUCT DEVELOPMENT
Rope ranges have been designed to apply the widest range of dyeing techniques. For example, the Spectrum Dye Machine available from Morrison contains features like additional steamers and drying sections that allow not only the standard dyeing techniques of sulfur bottoming and topping, but also consistent application of all other cotton dyes such as vats, reactives and directs in combination with Indigo or dyeing yarns with these dye classes only.
Also available are specially designed dye boxes that allow the simultaneous dyeing of 2 different sulfur applications, such as one set of yarn with a sulfur topping and the other set without topping, or with only a sulfur color, which allows flexibility in production. Rope ranges are also easily adaptable for random effects such as space dyeing of yarn. With the rope design, yarns from different dyeings such as Indigo only and sulfur only, can be blended for producing stripe patterns.
C. HIGHER PRODUCTION AND FABRIC QUALITY
Common methods of operating Indigo machines have a damaging effect on yarn quality which results in very high warp breaks in weaving, lowering efficiency and increasing off quality. Yarn on the machines is made weaker as yarn tension increases. Sheet Indigo machines, because they are attached to size machines, have very high levels of yarn tension and therefore higher weaving breaks than yarn dyed on rope ranges. A yarn quality that would result in 10 warp breaks per million weft insertions without Indigo dyeing often will have around a break level of 200 with sheet dyeing, but as low as 15 if processed on rope machines. This is because tension on rope machines is much lower and can be easily controlled at very low levels.
Another important cause of high weaving breaks in denim is dirty yarn – the cleaner the yarn the higher the weaving efficiency. This is because chemicals not washed from the yarn after Indigo dyeing result in bad sizing and lower protection of warp yarns. Wash boxes on rope ranges are typically more efficient than the smaller wash boxeson sheet ranges that use overflow washing methods. The importance of washing the yarn dictates that it is better not to apply softeners in the final box for rebeaming efficiency which is optimal though improved washing and moisture control after drying.
The need for a separate rebeaming step in rope dyeing is often considered objectionable in rope dyeing, but this is actually an important advantage, since yarn breaks can be repaired at rebeaming resulting in higher weaving efficiencies. Yarn breaks from warping and dyeing cannot be repaired in sheet machines because they are passed directly from dyeing to sizing.
D. FLEXIBILITY IN PRODUCTION
Sheet ranges are usually limited to producing yarn for only 1 weaving set at a time. In a rope range, normally 12 ropes will produce enough yarn for a weaving set and because rope ranges do not pass the yarn directly to the size machine, from 1 to 50 ropes can be dyed at one time. Any combination of yarns can be processed for completely different fabric constructions at the same time and dyed with the same Indigo color. Also, rope ranges can be operated continuously without stopping, which avoids the waste of yarn which occurs when sheet ranges must stop in order to change yarn lots. Because the yarn is sized separately.higher priority fabric orders can be processed without delays resulting from the need to complete a dye set as with sheet dyeing.
This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing.
The Indian market is a fast growing market for denim products. From a small market in early 1990s , we are looking at a market today which consumes over 250 millions pcs of jeans in a year and is growing at a pace of over 10%. Going at this pace, the Indian market will overtake that of US – which consumes about 590 million pcs of denim apparel – in about 6 –7 years !
This makes the market for denim in India very serious .. It has enabled a number of new mills to make entry into the denim market in the last 3-4 years and their productions have got absorbed easily. We are also looking at a number of expansions in the market in the coming year and the production capacity of Indian mills is likely to cross 750 million mtrs pa. Large international denim mills have started showing interest in the market despite high rate of import duties – to gain an early foothold in the market which is expected to be of huge size in the coming years.
Arvind mills is the largest denim mill in the market and is present in almost every segment of the market . Being market leaders , they are in a position to study the market deeper . One of the ways to study about the happenings in the market is to get to see what people are wearing on the streets. This is one of the activities the company does to study the market and regularly arranges street wear shoots in various Indian cities. This gives further insights into the market. They have kindly shared some of these streetshots with us and we are reproducing them herebelow in different presentations. The shots have been taken separately in the three big markets – Delhi, Mumbai and Bangalore. Its interesting to see what people are wearing in these cities . It must be remembered while watching these shots that about 85% of the denim market in India is still dominated by unorganized sector and less than 15% share is held by brands. Another fact of the matter is that , again , about 85% of the market share is held by men’s denim – and the rest by women’s and children. This is basically due to conservative nature of Indian society – something which is changing fast !
Some interesting observations from these pictures . Please take them with a pinch of salt since these could change with change in the timing and places where shots are taken! .
Denim consumers in Delhi like more of embellishments , embroidered and generally differentiated looks as compared to other markets.
Mumbai likes more of dark and subtle looks on their denim .
Girls generally have a preference for skinny fits in all the three cities.
Distressed looks are generally not in – probably its difficult for youngsters to convince parents in India the logic to buy a torn jeans !!
Hardly any color denim is visible . This will change with the season and hopefully 2012 will see more of colors.
Girls in Delhi are more conscious of denim fashion – sorry Mumbai and Bangalore !
For the lower ends of the market, accentuated embroideries, big streaks and cross hatches , bold whiskers and big patches of sandblasting or pp washing are visible. But as we have seen before, the consumers grow up very fast and change their preferences. Poly denim, which was probably one of the highest selling denim product , seems to have lost some sheen over time.
Levi’s is trying to touch new heights on the ladder of corporate social responsibility by ensuring in various ways that its suppliers adhere to practices which are good for the workers and for the society as a whole. Since , Levi’s hardly has its own manufacturing left now, it is dependent on factories around the world in Asian , South American and African countries to make products for them . On the one hand, it increases the need to monitor and control these factories , but on the other hand , it also gives Levi’s the power to affect the lives of people connected with these factories and of the apparel industry as a whole .
While Levi’s recently announced its decision to ban Sandblasting in its factories to prevent harmful effects on its workers, it has now gone a step ahead and announced the new terms of engagement for its suppliers. The main idea behind this announcement is to move beyond compliance to help improve the lives of workers in factories around the world. Under the new approach, the company will require contract factories to help make employees’ lives better by supporting programs for their workers that align with the UN Millennium Development goals.
Levi’s President and CEO – John Anderson – announced at the recently held CERES conference these new terms in his speech. Here is the complete speech – its quite long . I tried to cut it short – but was difficult to do so without his address losing some of the meaning and intent . The speech is quite an honest one and shows that the company is strongly focused to make these terms work . However, the challenge for the company would be to balance the demand for getting products at the right price vs that of getting
“ John Anderson :
I’m honored to be invited to speak to you here today. For years, CERES has helped advance the debate about what it means to be a responsible company. All of us at Levi Strauss & Co. have felt the impact of your work, and we have been honored to partner with you. We’ve been particularly proud to be a founding member of BICEP – Business for Innovative Climate and Energy Policy – the CERES-led business coalition providing the business case for innovative climate and energy policy to ensure U.S. leadership and competitiveness. CERES has furthered that leadership with the Investor Business Roundtable announced this morning. We know the success of this Roundtable will depend on the pledges from companies in this room. Levi Strauss & Co. is proud to heed this call with a commitment to action in our supply chain. My remarks today will outline this approach.
I want to look ahead – ahead at what I propose ought to become the new apparel industry standard of social, economic, and environmental sustainability. As I will explain, this new standard isn’t just for apparel companies like ours. It establishes a new, higher set of expectations that investors, activists, and governments should all promote. It applies to all of us in this room – whether you work for an auto manufacturer or a technology company – or you have vendors that employ workers around the world.
Twenty Years Ago: We Pioneered A New Standard
For us at Levi Strauss & Co., this is a good time to think about raising the bar. Twenty years ago, we established a set of labor standards for our suppliers around the world. We called them our Terms of Engagement. We believed – and we still do – that a successful global company must set a high standard for ourselves and the factories we do business with around the world. So we took the labor, health, safety, and environmental standards we used in our owned and operated factories and effectively told our partners: “this is now your standard – regardless of where you operate.†To put it mildly, we didn’t win much applause initially. Some of our competitors snickered. They thought that it was just the “do gooder†Levi Strauss & Co. being impractical and idealistic. Many predicted we would go out of business because we were asking global suppliers to do what critics considered was beyond the scope of companies: To demand their supply chain treat their workers with dignity, respect, and fairness and to run safe, clean factories. And, of course, there was also a real dollar cost to this decision. Both to us and to our suppliers. Our competitors weren’t the only skeptics. Many investors and business leaders scoffed… asking: “why should a company take on a burden that was the government’s responsibility?†But, two decades ago, the leaders of our company, in particular our then-CEO Bob Haas, wouldn’t be swayed. They wouldn’t be pressured by the critics. And they were heartened by the support they received from labor and human rights leaders – including some of you here today –who believed that a responsible and successful global company was obligated to take this step. In the broadest sense, our Terms of Engagement worked in ways bigger than we ever imagined. Not only did more than 90 percent of our suppliers accept them, we discovered that we’d set a new standard. Before long, our Terms of Engagement became the new normal. Almost every apparel company with a global supply chain established their own version. Compliance became the new yardstick for measuring how responsible companies performed. Before we knew it, independent watchdog groups were monitoring us, keeping check lists, and holding us accountable. In fact, many in this room help keep us honest by asking the right questions on the ground every day. Five years ago, we disclosed our list of suppliers around the world. That enabled labor and advocacy groups, the media, and other companies to help us identify 3 and address problems when they develop. In this area, above all, transparency works. It makes a difference when groups like Ceres demand it.
The Limits of Compliance
There is, of course, still much to do. With factories in developing countries around the world, there were – and always will be – problems on the ground. From the tragic factory fires in Bangladesh to abuses against migrant workers, we still see setbacks. In fact, I think most of us would have to agree that any honest assessment of global compliance programs in our industry would give only a middling grade. While we’ve made progress in a number of areas over twenty years, the hard truth is: we haven’t made nearly enough progress on improving the everyday lives of the people who make our products. In fact, the reports we continue to receive about problems in factories should challenge us to update our Terms of Engagement for the next twenty years; to re-examine our current compliance approach. Compliance has us focused – perhaps obsessively so – on two things: a standard of
“do no harm†and
factory-level monitoring and reporting.
We measure very well what our factory suppliers are doing – or not doing – to meet these global standards. But we pay less attention and devote fewer resources to the real, everyday outcomes for human beings. Many of us in the apparel industry are too familiar with the fire extinguisher story.
One of our compliance monitors noticed that a fire extinguisher was hung awkwardly on a factory wall with a slide that allowed it to move to different heights. What was going on with the fire extinguisher, she asked. “Well, one company says the fire extinguisher must be hung 2 feet off the floor. nother brand requires it to be 4 feet off, and you want it 3 feet off the floor.â€
As you know, stories like this can be found all through supply chains in the developing world. In some cases, good intentions have gotten smothered by compliance regimes. A couple of years ago we surveyed our suppliers around the world. We discovered that some of them were monitored an average of 25 times each year. Every two weeks, a monitor from another brand would come and check records, do a walk through, interview workers, and talk to management.And that was just the average!
Can you imagine – in your own organization – if an inspector came every two weeks to demand senior management do an audit? And, during the audit, demanded slightly different corrective actions than those required two weeks earlier?
You wouldn’t have time to make many of the requested corrections, much less do your work. I don’t want to minimize or trivialize the importance of monitoring, compliance, or reporting. I don’t think global companies or their suppliers should be let off the hook. Absolutely not. But if our ultimate goal is to improve not just factory conditions, but to make a material difference to the people and communities in our supply chain, then we need a more holistic approach…a more human perspective. I want to be very clear on this point, because I don’t want to be misunderstood about the commitment at Levi Strauss & Co. to enforce fundamental standards of worker rights, health, safety, and environmental protection. Our record, our history, and the recognition you have given us should leave no doubt on that front. We will continue monitoring and working with our suppliers and others to improve compliance with our Terms of Engagement. Our New VisionBut we need to do more.
Today I want to share our vision for the next stage in the evolution of our Terms of Engagement.
Going forward, Levi Strauss & Co. intends to propose a new approach in this arena. In our view it is a higher standard and tougher standard. But we also think it is a better standard. Better for the employees who work throughout our supply chain. Better for their communities. And – I say this without apology –better for our business. Our new Terms of Engagement, to be spelled out in detail over the next year, will ask our suppliers and partners to do more. Us to do more. But it will also give all of us a new and more productive focus. Our intention is to build new requirements for our key suppliers that align with the United Nations Millennium Development Goals. These goals – not merely compliance – ought to be the new standard of engagement, and the common objective for every company in our industry. These goals are known to everyone who has been active in global development. They have been endorsed by every nation in the world. And they should be the philosophic underpinning of how we support the people who make our products. We intend to work with our suppliers to focus on several of the eight MDGs, because we believe the apparel industry is best positioned to help drive results on these. Among them are:
eradicating extreme poverty and hunger
improving maternal and child health
combating HIV/AIDs, and other diseases
promoting gender equality and empowering women
ensuring environmental sustainability
Following the rules and conditions of labor rights and workplace safety and health will continue to be an embedded part of the way we operate. We have no intention of stepping back from our compliance requirements. But in setting our sights on alignment with the Millennium Development Goals, we are actually asking our suppliers to do more: We are going to find new ways to measure success by focusing on improving the actual living conditions of workers whose lives we touch. I know this all sounds a bit abstract – so let me give you an example of the kind of program we believe should be adopted in factories around the world.
The Levi Strauss Foundation has been supporting a pilot program to increase financial literacy among apparel workers, developed by an NGO called Give to Colombia. This groundbreaking partnership provides financial training, matched with savings accounts and microenterprise development programs for workers in the apparel industry in Medellin, Colombia. Workers receive education about family budgeting, assessing credit worthiness and understanding the importance of savings as a way to ensure their family’s future.Those who start a savings account receive access to government programs such as credit for low income housing, with preferential interest rates. It may seem counterintuitive that a company would work to require its suppliers to provide savings accounts for workers. But these programs generate real results in improving the lives of workers. This in turn creates stronger, more effective factories.
Other programs we’d like to implement with our suppliers include access to HIV/AIDS education, and access to maternal and infant health services. When it comes to the environment, we’re focused on setting targets for measurable reductions in material, energy, and water use by our suppliers. Programs like this are happening on various scales with companies around the world – but we’d like to be the first company to build them into our business model and contracts with factories around the world. And while we may be the first on this front, we don’t expect to be alone on this journey for long. We know the world of global sourcing and manufacturing. We know our industry colleagues want to find solutions that are good for their people and good for their business. I am absolutely confident that they will see this integrated, forward-looking approach as a better solution. This vision – working with our suppliers to help make employees’ lives better by supporting programs for their workers that align with the UN Millennium Development goals – is admittedly, quite ambitious. And like the Terms of Engagement we established twenty years ago, we do not believe this will be achieved overnight. How we will implement this vision We are clear about our vision. But we would not be so arrogant to suggest we have all the answers about the best way to create the metrics we need to drive change. Making it work and persuading others to join us won’t be easy. But we are determined to make it work. We have to make it work. That’s why we aren’t simply issuing a new rule book from San Francisco. We’re proposing working with the experts in this room – as well as those outside it – to develop a public white paper with recommendations for action. And we’re making a commitment to start implementing these programs in our supply chain by this time next year. We’re going to begin with the CERES stakeholder engagement model and invite a group of interested NGOs, brands and labor leaders to advise us. We’re also going to work very closely with our suppliers on the ground to make sure we’re creating local solutions that can be scaled up in order to really address the apparel industry’s most pressing social issues. And we’ll continue to seek advice from the Levi Strauss Foundation and other leading global organizations that have been doing work in the apparel industry for years. What we ask of you In addition to your advice and expertise, to make this work, we also need you to help raise awareness about this new standard. We can’t do it alone. Progress will be incremental. And we will surely continue to have occasional problems that might be embarrassing. Undoubtedly, with thousands of factories around the world, there will always be short-term supply chain issues. But true to our history, we want to make our long-term commitment clear – and we want to honor our history of staking out new ground as pioneers. With your help, we hope it will trigger a sea change in the way Terms of Engagement evolve across industries. The next twenty years are going to be very different for both our economy and the world. We want to help shape that future. To achieve it, we are convinced that a new approach to corporate responsibility is needed. We are sure that if companies focus not just on the legal requirements, but on a broader vision of social, economic, and environmental sustainability, they will be rewarded. Ultimately, we strongly believe that higher standards will drive better performance and results in our suppliers’ factories. Five years ago, the Levi Strauss Foundation partnered with Business for Social Responsibility to launch HER-Project, a woman’s health education program in factories in Bangladesh, China, Egypt, and Pakistan. The program is touching more than 90,000 women in 65 facilities. The focus is on women’s health outcomes, helping factory workers connect to existing health care services nearby. A study found that for every dollar invested in building the capacity of factory health clinics, health education, and training, three dollars of return are realized in the form of increased productivity on the factory floor. Let me repeat that – one dollar invested provides three dollars in return:
Greater concentration on the shop floor.
Less absenteeism.
More production targets met.
These are exactly the kinds of results socially responsible investors have told us we could achieve. The workplaces of the 21st century will be stronger when workers have the tools to improve their lives. When they are given healthy and safe workplaces, they become more productive, dependable, and efficient. We can demonstrate that investing in workers is what you do because, one: it’s the right thing; and two: it yields profitable returns. We see this as an indispensable component of a true sustainable growth story. It is a business plan and an investment plan that will work. As investors and close observers of business, you know what we mean.
So my message to you is: please join us.
Help convince our industry and other industries that improving the quality of life ought to be the real touchstones for the next stage of activism and engagement. We need your help. It will create better companies. It will create a better world……â€
Here is a small video which gives more insight into these new proposed terms of engagement:
As we mentioned in our previous report on last quarter imports in 2010 , the denim apparel import continues to fall in the first 2 months of 2011. The fall is not small –at about 6.3% – compared to the same period in 2010. The fall is even more when one considers that the last quarter of 2010 , the imports had fallen by 6.8% .
Period
2009
2010
2011
Fall %
Oct – Dec
157 million pcs
148 million pcs
-6.8%
Jan – Feb
74.5 million pcs
69.8 million pcs
-6.3%
This fall is even more surprising when we consider that retail sales of clothing in US is not falling and had in fact increased in the last quarter of 2010 by about 5% .
What could be the possible reasons for this fall of denim imports ?
There could be a number of reasons for this continued decrease in imports of denim jeans and apparels into US . Some of these could be :
The rising price of cotton had the max impact on the jeans costing and forced retailers to promote other bottoms as they were not really able to pass on the price increase to the consumers.
The continued boom in denim consumption in the last three years has peaked out and is in a consolidation phase where inventories need to cleared from the system.
The recession in US and EU had actually helped increase the sales of jeans since jeans are a- MOG- “Multiple Occasion Garment†-ie they can be worn on various social and even official occasions . Thus it made economic sense for consumers to buy jeans compared to other bottoms. Hence the increased sales of denim in past few years cannabalised on the sales of other bottom products.
The competing products of denim like piece dyed bottoms , corduroys have been suffering as compared to denim when it came to consumer choice . Is there time coming back ????
Whatever the actual reason , it seems likely that the fall in consumption in jeans will continue this year. The industry needs to brace up for the situation in the short term . However, there no long term worries as Denim is an Evergreen product and it only seems to be a correction phase.
Garment dyeing is a method of dyeing fully-fashioned garments such as t-shirts, sweaters, dresses, stockings and jeans. In the conventional method of fabric manufacturing, fabric that has been pre-dyed (piece-dyed) is cut-and-sewn into garments.
The conventional method has the advantage in terms of cost effectiveness of mass production of fabric in specific colors. The most significant disadvantage in the conventional approach is the economic risk of carrying a large inventory of limited styles or colors in a fashion market that is constantly changing.
Dye Selection in Cotton Garment Dyeing
The primary options for dyeing black in cotton garments are direct dyes, reactive dyes , pigments and sulfur dyes.
Direct dyes
These require very high dyeing temperatures, and large amounts of electrolyte such as salt for dyeing . Additionally, direct dyes, especially in dark shades, require a fixing agent to be applied at the end of the dyeing cycle for reasonable wash- and crock fastness. Directs offer the lowest dye costs per garment and are simple to apply.
Reactive dyes
These dyes were chemically-engineered in the mid-20th century to provide a technique for dyeing cotton that was simple enough so that an understanding of dye chemistry was not necessary. Designed to be nearly “idiot-proof†in application, this class of dyes is highly favored in operations where costs and productivity are not considered important.
Pigments
Pigments are primarily of interest in producing so-called “distressed lookâ€. Pigments, unlike dyes, are insoluble which means that they do not penetrate into fibers or yarns and sit on the surface of the garments which allows an immediate “worn†appearance more economically than dyeing followed by abrasion. The cycle time is low and the energy and water requirements are lower than dyeing. They can present a problem with machine contamination, the shades are generally dull and the crockfastness and wash-fastness are low.
Sulfur dyes
Sulphur dyes are still heavily favored by leading jeans producers, especially when the blue-black tone of reactive blacks can be reproduced.
The primary advantages of using sulfur dyes as opposed to reactives in dyeing jeans are:
Sulfur dyes produce dark shades at much lower costs than reactive dyes.
The dyeing cycle time and water consumption can be 50% less than with reactive dyes.
Energy costs, especially with steam and hot water are greater with reactive dyes.
Reactive dyes are high-chroma dyes, like acid dyes, producing intense, bright shades that convey an unnatural appearance. Because sulfur dyes form clusters of molecules like Indigo, the low-chroma appearance reproduces so-called “earth-tones†favored in jeans.
Repeatability of shade, coverage of immature cotton and the ability to produce novelty effects are additional advantages with sulfur dyes.
Sulfur dyes, like Indigo are insoluble in water and after washing are much easier to remove from waste streams than reactives or directs. Sulfur dyes can also be recovered and reused or are suitable for application in standing baths.
Forms of Sulfur Dyes
Sulfur dyes are available in powder or liquid forms. Sulfur powders have a lower direct cost, but the quality can be variable and analytical tests should be conducted to determine purity, strength and dyeing consistency. Powders can be difficult to solubilize resulting in poor color-fastness to crocking and washing and are difficult to prepare for dyeing. With adequate reduction of the dye, powders can produce adequate results in batch dyeing where circulation is strong as in package or garment dyeing, but should be avoided in continuous dyeing,especially on Indigo dyeing machines. Liquids sulfur dyes can be added to machines with littleor no preparation and yield higher quality dyeings.
Liquid sulfur dyes which are pre-reduced, generally are available in 2 forms:
The low-sulfide pre-reduced dyes, identified commercially as RDT’s, which normally use a reducing sugar(dexrins, corn syrup, sugar, molasses) for reduction. This type of pre-reduced sulfur compared to the sulfide-type reduced dye has the following characteristics: low odor, shorter dyeing cycle, higher salt requirement in batch dyeing, strike (how fast the dye goes on the fabric-too fast a strike results in uneven shade) is controlled by rate of temperature increase, higher costs than the sulfide type, a lower chemical oxygen demand in water treatment and less water use.
The sulfide/polysulfide pre-reduced dyes have a sulfur odor, a longer dye cycle in some applications, requires less salt, the strike rate is controlled by how quickly the dye is added and this type can be used at much lower cost. Sodium sulfide should not be utilized as the reducing agent because of low solubility. The more soluble sodium hydrosulfide (NaSH) offers much greater dyeing quality and low costs. There are other hydrosulfide reducers than can dye sulfurs at a pH as low as 9.5 and are suitable for dyeing wool and silk with sulfurs alone or in blends with cotton.
Temperature considerations are significant. The low-sulfide dyes or any sulfur dye that is reduced with the RDT principle requires a higher dyeing temperature, usually 90 C for all sulfur colors while the soluble sulfides (NaSH) can be applied at temperatures from 30 to 70 C. In addition to much higher energy consumption during dyeing, as temperature increases the strike rate increases which means that the dye will go onto the garments so quickly, that shade variation can occur and other than dark shades such as sulfur blacks, the use of the reducing sugar (RDT) type of reduction should be avoided for light and medium shades with sulfurs and especially not with blends of 2 or more sulfur dyes. Additionally, there is great flexibility with
“Tones†in Sulfur Dyes
The word “tone†refers to an effect that causes different color appearances in which the black possesses a reddish, bluish or greenish effect. In terms of strict color science, “black is not a color, but a “condition of equal reflectance across visible wavelengths of light at low levelsâ€. Black, like neutral greys and white do not possess hues such as red, green, yellow, blue etc. The reddish tone in sulfur blacks is common, but not as desirable as a blue-black commonly produced in garment dyeing with reactive black. Producing a blue-black with powder dyes is difficult and for the bluish tone, there are specific liquid dyes that are available for this purpose. Most liquid sulfur blacks will produce a greenish tone at adequate levels of reduction. In addition to the various tones that are produced with different sulfur dye products, there also exists a contrast between “brighter†and “duller†appearances which in color science correspond to “high chromatic†and “low chromatic. The better the dye dispersion the higher the chroma or brightness. High chroma dyeings are more colorfast, but have a lighter appearance.
This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing.
“Sustainable development is development that meets the needs of the present without compromising the ability of future generations to meet their own needsâ€
says Brundtland Politician and sustainable development leader.
This concept has been imbibed by Garmon and Bozetto – who are a chemical manufacturing company from Italy and firmly believe in innovation with sustainability.  According to them , world still lacks the know-how and technologies to be 100% sustainable; but they are doing their bit and moving forward by :
Reducing the water consumption required for treating garments
Reducing the temperatures required, required energy and Co2 emissions.
By using chemicals with lower environmental impact.
They mention that they can reduce water consumption by combining a range of production processes:
ABOUT THE COMPANY
Garmon & Bozzetto Italian Fashion Chemicals is a JV, result of a successful cooperation between two Italian companies leaders in the textile market worldwide:
Garmon, present on the market for over 30 years, pioneers, since the 80’s, in the research and development of formulas and chemicals for garment wet processing.
Bozzetto Group, a chemical company, with a tradition behind it: almost one hundred years of ongoing improvements, with a constant evolution in technology, products and territorial expansion with a wide range of chemical auxiliaries, which cover the complete textile chain, from spinning to finishing.
The strong reliable and innovative know-how of GARMON & BOZZETTO is the result of a combination of experiences and of the presence, in the Denim market, since the beginning of the’80s: the boom of the use of this fabric has, in fact, lead the company to sign relationships with the major national and international manufacturers.
GARMON & BOZZETTO owes its success to a highly motivated team inspired by a genuine passion for casual fashion: it is a group of young, dynamic and highly specialized technicians continuously engaged in finding innovative, surprising solutions and in constant contact with designers of the most important brand.
To add value to their customers, they also organise training classes based on both theory lectures on the know-how of the chemical formulas ITALIAN STYLE: A COSTANT INNOVATION.
THE ITALIAN JOB is a structure entirely dedicated to the activities of R&D.
THE ITALIAN JOB’s team is working daily on new applications and new formulas offering to the customers the possibility to create samples and prototypes with innovative treatments and by using performing chemicals.
Behind the concept of “Finishing” there is a process that embraces all the know-how and creativity of the Made in Italy, in fact, “Italian style finishing†is the benchmark for fashion worldwide and represents the added value for those customers.
What is the linear weight of a 14 oz fabric with a width of 165 cm ?
What is the oz/sq.yd of a fabric if one mtr weighs 800 gms ?
What is the GSM of a fabric if it weighs 200 grams and has 150 cm width?
How much time would you need to find the answers to these questions?
Well, we have designed some calculators which will help you to find the answers to them in a ‘second’.. These are the first in the series of our ‘Textile Calculators’ which we hope the readers can use to find answers to some of their conversion questions or just play around with them !
Textile Calculators for Denim Fabrics And All Other Fabrics
We are starting with two calculators . In the first textile calculator , you can just enter the weight of one mtr of a fabric and also enter its width. Clicking on the submit button gets you the ounce / sq. yd and GSM.
In the second calculator , just convert ounce to GSM in a jiffy. And if you have the width of the fabric also, then the linear weight of the fabric is also found immediately.
The calculators can be accessed online from this link http://denimsandjeans.com/calculators . So even if you forget the link, just remember to add /calculators after our site name Denimsandjeans.com 🙂
It would be good to know if these calculators are useful or not . Also, it would be good to know what are the other calculations most frequently required by our readers and we will try to develop the calculators accordingly . Do send us your feedback onthis email
A partnership between Arvind denim and Birla Cellulose has resulted in the creation of a great denim product – the Excel Denim. Excel fiber which is a third generation cellulosic fiber has been developed by Birla Cellulose in collaboration with Arvind mills and the result is a cool denim product. Both the companies worked together for over 2 and half years to bring out the right product.
At a grand launch at Bangalore Palace, the collection created by the famous Indian designer Rajesh Pratap Singh was showcased to the creme de la creme of the denim world .This was perhaps the best launch of a denim collection ever in India . The fashion show had it all – style, denim in various avatars on beautiful models who were walking down the Golden Walkway – strewn with dried leaves – to give it a perfect blend of vintage with modern, innovation with style and eastern looks with western touch. The collection was primarily aimed at women’s denim since the fabric has that ultra soft touch , a great drape and a sheen which can be enhanced or subdued depending on the garment style.
Birla Excel is a third generation fiber which has certain properties which are superior to viscose staple fibers and have some qualities which are also better than that of cotton.
Birla claims that it is the STRONGEST CELLULOSE FIBRE and this translates into the high durability of Excel Denim. The moisture regain of Birla Excel is 13% and it transports mositure effectively. Here is a comparison:
Property
Birla Excel
Viscose
Cotton
Polyester
Fibre Strength (cN/tex)
>37
24-26
21-35
46-54
Elongation %
12-15
19-21
7-9
22-24
Wet-Dry Tenacity ratio %
82-84
50-52
108-112
100
As per Mr. K.K Maheshwari , Director Birla Excel
"As a world leader in cellulose fibers, Birla Cellulose is always seeking avenues to provide end consumers and value chain partners with innovative products. The collaboration with Arvind is an important step in this direction which will take our third generation fiber in the denim category, Birla Excel, to consumers across the globe. … It is as green product as any textile product can get. It is made of wood pulp and many of you would be surprised to know that for every tree used , we have to plant 1 to 3 trees and every by product is used for generating steam and power in the mill…….."
The green part of the product was also emphasized by Mr. Puneet Lalbhai (from the Lalbhai family).Here is a small video of the chat that I had with him and Mr. Aamir Akhtar (CEO Arvind Denim) where they describe the various aspects of this product.
And this launch was not a prelude to a new product just being commercialized . Arvind is already selling the product to a number of important international brands and is already nearing a turnover of $ 10 million on this product alone !!.
Says Mr. Subir Mukerjee , Marketing head Arvind
“It is an out of the world product and given its qualities of sheen, drape and touch , it is perfectly suitable for women’s denim . However, the usage in the men’s category is entirely possible .This is not a boutique product which will be sold in small quantities. However, the main challenge would be to create heavy ounce denim without being too expensive. â€.
Rajesh Pratap Singh , the internationally acclaimed designer was humble on being congratulated on creating a great collection . He said
“I have used many other denim fabrics in the past , but the soft touch , drape and sheen of this fabric is exceptional. There are other more important designers, brands etc who will definitely take this product ahead to the next levelâ€.
Mr. Aamir Akhtar threw a challenge to the ladies in the crowd to take the jeans made out of the Excel Denim and wear them. He said that the challenge was that they would not really feel to come out of it. The crowd rushed to grab the beautiful jeans and even I had to lay my hands on one of them! . I gave it one of my family member and she loved the softness, feel and sheen of the jeans so much that she actually did not want to let go of them. I think Mr. Akhtar, you won the challenge !!
And here is a video of the show for those who want to have a real feel of the show. If you ignore the odd angles, poor shooting, shaking camera etc , you are going to enjoy it 🙂
The use of ammonia in mercerization has been known since the 1930’s and was developed commercially for fabric processing around 1970 in what was originally known as the Tedesco process, which was subsequently acquired by the Sanforized company and made well-known as the Sanfor-Set®process. The fashion appeal of so-called “flat-finish†denim resulting from Japanese ammonia-finished denim that many companies substituted caustic-mercerized fabrics, often presenting them as ammonia finished.
By combining ammonia mercerization and Sanforizing in a single step shrinkage control is greatly improved in denim. In contrast to caustic mercerization, the fabric is softer, semi-permanent press properties result and in the case of twill fabrics, there is less seam-puckering in garments, less leg- twist and edge-fraying.Unlike caustic mercerization, the fabric is not degraded, avoiding a harsh hand even after multiple washings. The resistance to abrasion, tear and tensile is significantly improved.
The difference in effect as opposed to caustic mercerization is because with ammonia, there is less fiber-swelling, therefore the fibers are more pliable, which allows them to bend and recover more easily when tension or stress is applied. Additionally, unlike standard wet-finishing of denim, the ammonia penetrates completely into yarns and fibers, resulting in complete wetting, which is necessary for plasticizing the cotton for consistent shrinkage and elongation. In garments that are fabricated from ammonia treated-fabrics, the garment life is longer after long periods of wear and repeated washings, improving sustainability.
The much smaller molecular size of ammonia allows it to penetrate completely into every fiber of the fabric, unlike caustic which causes such rapid fiber- swelling that the caustic is blocked at the surface of yarns, preventing further penetration. The surface tension of ammonia at 26 dynes/cm is a third that of caustic (NaOH). The lower surface tension overcomes the enormous resistance of air trapped in the fabric which is a characteristic of heavy cotton fabrics. Additionally, at normal mercerization concentrations of caustic (23%/30 Baume), sodium hydroxide forms a hepta-hydrate with water (NaOH·7H₂O), which results in a slow-moving, bulky group.
The permanent-press effects are achieved without the use of cross-linking resins, however, the commonly-used resins are soluble in ammonia and a combination resin finish and mercerizing, plus Sanforizing can be achieved if a soluble catalyst is employed. Additionally, ammonia acts as a formaldehyde-scavenger and resin-treated fabrics that are ammonia treated will produce no free-formaldehyde.
As a rule, fabric shrinkage depends on the time of exposure to the ammonia, with 80% of the shrinkage occurring in the initial 6 seconds. Very close control of final shrinkage is achieved by fabric tension in the ammonia application in combination with compressive shrinkage.
By 1974, the primary application of ammonia mercerization was for treatment of heavy-weight cotton fabrics such as denim and corduroy, which are difficult to properly mercerize with traditional caustic treatments. The ammonia process was intended as a replacement for conventional mercerizing for both fabrics and in mercerizing sewing threads (Petrograd process).
The original process consisted of passing the fabric though a bath of liquid ammonia with 100% pickup for approximately 10 seconds. The ammonia was removed with dry heat applied by passing over blanketed, steam heated dry cans which removed about 90% of the ammonia which was then recovered by a recovery plant consisting of large, pressurized towers and made available for recycling. The rest of the ammonia, which chemically bonded to the cellulose, was removed by light steaming.
The original ammonia recovery methods required a large capital investment which limited acceptance in the textile industry, however, a more recent design has adopted patented seals that totally isolates the dry and steam process sections in order to avoid ammonia from coming into contact with water and air subsequently eliminating the need for an expensive distillation and recovery operation. Furthermore the seals also isolate the machine from the outside environment so that there are absolutely no ammonia odors in the room where the equipment is operating.
This unit also does not employ a felt calender, which can also transfer contamination from denim subsequently this process also has the advantage of allowing denim to be processed on the same machine without contamination of non-denim fabrics as well as reducing the problem of backstaining with denim that occurs in caustic mercerization, since no water is required for washing..All the limited residues of non-recyclable ammonia are completely neutralized and can be safely sent to the water treatment plant, so together with the significant reduction in water usage, this newer ammonia process can actually be considered environmentally friendlier than conventional caustic mercerization.
Ammonia- mercerization provides a higher dry-crease recovery and higher shrinkage consistency than caustic mercerization, especially with the dry-steam method of recovery. However, caustic mercerization still has an advantage with regard to luster and improved depth of color in dyeing, although the uniformity of dyeing after mercerization is significantly improved with ammonia. Ammonia treatment results in a more rounded cotton fiber, which scatters light more, in turn resulting in a luster that is less bright.An additional advantage of ammonia mercerization is the absence of alkaline oxy-cellulose that results with caustic treatments, which is evidenced by strength-losses and dyeing variation. The lower pH of ammonia allows safe treatment of more sensitive fibers like linen (flax)or silk.
With caustic treatments of fabrics like denim, the elimination of washing required in caustic mercerization avoids the problems with removing caustic. Mercerizers are not normally equipped with drum washers for removal of caustic from heavy cotton fabrics and contamination remains on the fabric at the time of drying which results in damage to cotton. The use of acetic acid to neutralize creates a problem with the formation of sodium acetate , which produces a very harsh feel.The ammonia process on denims also produces a much flatter, richer appearance and improves the performance on stretch denim improving fit.
Tension control is important in both ammonia and caustic mercerization for improved fabric tenacity and elongation. Moisture regain is improved in both if tension is applied prior to fiber swelling.On the newer system, tension is automatically controlled and adjusted through load cells.
The ammonia finishing process offers denim companies a simplified process for producing higher quality fabrics with greater appeal to the fashion retailers and also to non-denim cotton fabric providers. There is also the opportunity for commission finishers to purchase unfinished denim and convert it into higher value-added products.
This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing.
This is a guest post by Caroline . She covered the denim trends at the recently held Magic fair in USA. She runs the blog – Nudawngtown
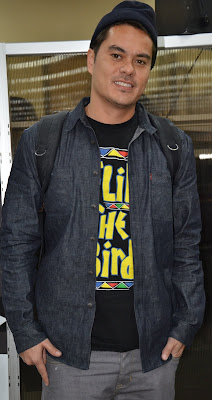
The Denim Shirt !
The sturdy denim shirt showed how it’s evolving for the young men’s market. Basic denim styles to more updated versions with mixed fabrics, stitch detailing and elbow patches looked new. Worn denim on denim and layered, of course!
The Denim Jacket
There was a mixed message with denim jackets and vests at Magic.Popular throughout the show was the washed-down, broken-in styles that carried out an Eighties revival and grunge styling. New looks with upscale interpretations of the jacket featured leather sleeves and more refined touches like the printed silk pocket scarf. Denim jackets are personalized for authenticity, just the way this market likes it!
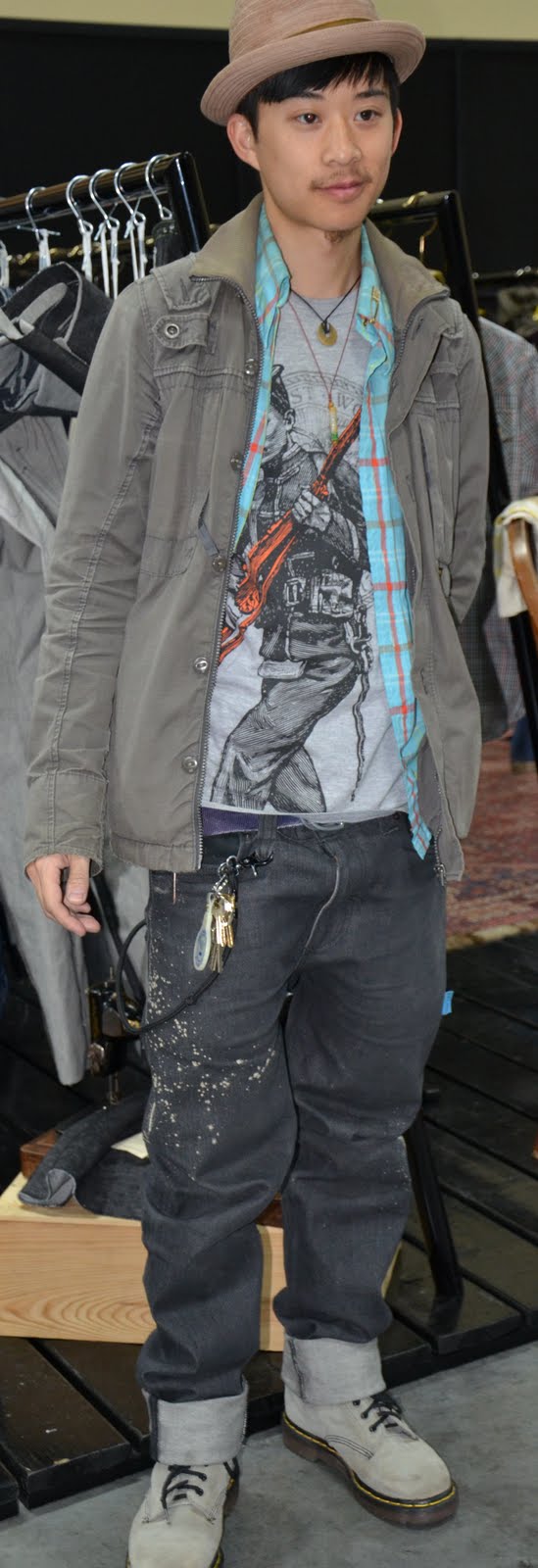
On the Loose !
Loose tapered fits from Magic show .
Skinny slacker and dropped crotch fits
The skinny slacker and dropped crotch fits made the strongest fit statement across all markets. Urban, street, contemporary all had their own interpretation on how low it can go. It was the one fit that successfully crossed over into all markets making it the fit of the moment!
This is a guest post by Harry Mercer. This is a very technical description – read on if you are technically oriented..
Here are given some important dyeing processes related to indigo dyeing – specially on Rope Dyeing .
Pre Treatment
Pre-treatment is conducted in the 1st tank. The most common pre-treatments are :
1. Sulfur bottoming
2. Scouring with sodium hydroxide
3. Causticizing or Mercerizing
Pre- Treatment : Sulphur Bottoming
•The purpose of sulfur bottoming was to:
Originally to produce a dark shade on denim using less Indigo for lower costs
In the U.S. sulfur bottoms were dyed using a combination of blue and black dyes
In denim operations outside the U.S. the bottom is normally dyed with sulfur black
Pre – Treatment : Cotton Scouring
Cotton fibers contain impurities like waxes, pectins and minerals that will interfere with Indigo dyeing and result in streaks.-Sodium hydroxide at low concentrations (<5%) are applied at high temperatures (>85 C) in order to remove impurities and melt natural cotton waxes.
Pre – Treatment : Causticizing
Causticizing generally refers to using sodium hydroxide at below Mercerizing concentrations (<18%).
Cold causticizing of cotton yarn results infaster Indigo dye fading from laundryabrasion, darker Indigo color with the same % of Indigo and unique washdowns.
Hot causticizing improves colorfastness
Pre – Treatment : Mercerizing
Mercerizing is the use of strong sodium hydroxide (18-30%) to swell surface fibers.
Caution:
When using strong sodium hydroxide it is important to remove all of it.
If sodium hydroxide is on the yarn as it enters the Indigo tanks, the yarn color will change.
Concentrations of sodium hydroxide more than 18% are not a solution, but a gel and are difficult to remove.
Mercerized yarns are more ring-dyed and dye more darkly than non-Mercerized.
Mercerizing is normally conducted at low temperatures, but hot Mercerizing can be employed for a more abraded appearance after garment laundering.
Indigo Dyeing
Indigo dyeing is unique and because of the complex chemical reactions should be correctly viewed a a form of chemical engineering.
Only Indigo dyeing requires multiple dye applications for a dark shade.
Color consistency of Indigo in recent decades has been unsatisfactory as a result of machine designs that do not apply basic principles of fluid mechanics properly and unstable dye mixes.
Commonly, a single dye lot will have between 8 and 15 visually different shades from beginning to end and also have shade differences from one side to the other.
Indigo Dyeing Methods
Indigo dyeing follows the same basic steps regardless of machine design.
Scour or dye bottoming in a heated tank,
washing tanks, dyeing(1-20),a heated tank for topping (optional) and wash tanks.
In different areas of the world,the same color is produced using 1.8, 2.0 or 4% Indigo depending on dyeing method.
The Indigo dyeing process begins with a concentrated mixture of Indigo, sodium hydroxide and reducing agent. This concentrated mixture (70-90 g/L Indigo) is delivered by pipes to the Indigo dye tanks where the dye concentration is reduced to 1-4 g/L for dyeing the cotton.
Dye Mixing Procedures
Many denim companies find it difficult to control original and washed Indigo shades.
The primary source of color differences is the instability and inconsistency of Indigo mixtures.
As the concentration of reducing agent going to the dye machine changes, the color changes.
Uniform Indigo Mixtures
For consistent Indigo dyeing, the mixture must have consistent concentrations of Indigo, sodium hydroxide and reducer from the top of the mixture to the bottom.
The main cause of inconsistent Indigo mixtures relates to concentration levels.
Instability of Indigo mixtures results from the decomposition of sodium hydrosulfite.
Consistency of Concentration
There is a limit to the amount of any chemical that can be dissolved in water.
When the limit of solubility of any chemical •In water is exceeded, precipitation occurs.
Indigo mixes should not have more than 20% solids. At higher levels, chemicals and dye sink to the bottom of the tank.
Improving Dyeing Consistency
When reducing agent sinks to the bottom of the tank, there is a higher concentration than in the top of the tank. As the dye enters the machine, the higher concentration results in a lighter, greenercolor and as the dye from the top of the tank enters the machine, the color is darker and redder.
Dye Control In Feeding Tank
Stirring the tank for 2 minutes will improve dye uniformity between top and bottom.
To avoid settling of dye and chemicals the total solids should not exceed 20%.
The “glass plate†test can be used to test concentrations of hydrosulfite in the top and bottom. If dye requires 50 seconds to oxidize, there is about 50 g/L of reducer.
Buffers In Indigo Dyeing
Alkaline buffers have been used to make very dark shades of Indigo with as little as 1% dye, more ring-dyed, faster fading.
Reductive buffers can eliminate color differences in Indigo-dyed denims and can reduce hydrosulfite use by 30-50%.
Cold Dyeing Methods
Sulfur colors can be dyed at low temperatures with specific buffers which produce more colorfast dyeings with no color variation.
Cold dyeing methods have been used to blend Indigo and sulfurs, eliminating the need for separate bottoming and topping, while eliminating shade changes in both.
Special Dyeing Techniques
On rope ranges, space dyeing techniques can be simple and produce a wide range of special effects in denim.
By dyeing part of the yarns with a sulfur top and leaving the rest un-dyed, many companies produce a slub appearance with regular yarns.
Blending ring yarns of different sizes also produces a slub appearance.
This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing.
This week, cotton futures prices topped $2.00 per pound. A year or so ago, the big debate in the cotton world was whether cotton could reach the history-setting level of a $1.00 per pound. How things can change!
For jeans and denim companies, the recent run up in cotton prices has significantly impacted costs and at a time when consumer demand remains uncertain in the U.S. and elsewhere.
So how did this shortage sneak up on us?
Simply stated, there is a shortage of the stuff. Causing the shortage were a number of factors that came together to create a supply imbalance not seen in cotton since World War I.
First, global stocks of cotton were drawn down sharply as less cotton was grown and shipped through the global supply chain due to competition from other crops. Many farmers switched to different crops when cotton was below 80 cents per pound. In particular, the ethanol boom of a few years ago convinced many farmers it was time to switch into corn production as corn paid better than cotton. Previously, cotton had been stuck in an anemic price range of about 40 cents to 70 cent per pound. Corn, on the other hand, soared when government support of ethanol production pushed that commodity up to unheard of price levels with corn now worth more as a fuel additive for our cars than as fuel for our stomachs!
Next, there was bad weather. Flooding in Pakistan, a poor crop in China and a bad Monsoon in India combined to seriously undermine global cotton production in the season leading up to the recent surge in cotton prices. As much as one quarter of the global cotton crop was somehow affected by this bad weather and at a time when there was less cotton grown because it was more profitable for farmers to grow other crops.
Finally, government actions further aggravated the situation. India, one of the world’s largest cotton producers, slapped export quotas on raw cotton and yarn in an attempt to maintain a good supply of moderately priced cotton for its textile industry. But cotton prices in India did not moderate and all this policy did was to cause an acute shortage of cotton and yarn in China, the major export market for these products. What a way to treat you customer! As a result, stocks of cotton in Chinese government warehouses began to run low. Without the ability to freely import cotton and yarn from India, and faced with a poor domestic crop and low country-wide inventories Chinese mills have had little choice but to enter the world markets and buy everything in site.
And there’s more. When the grip of the global recession began to ease on economies everywhere, demand for textiles and apparel rose. Over the past 50 years or so, the U.S. and Europe often led global recoveries. But this time something was different. China played a major role as an end consumer of products. The Chinese government pumped huge amounts of money into their economy in an effort to ward off recession. It largely succeeded. Domestic demand soared, a recession was avoided in China, but demand for cotton jumped to levels not seen in years as local mills struggled to produce enough product to not only meet restored demand in the U.S. and Europe — but the demand of local consumers as well. Chinese textile producers are no longer solely reliant upon the global markets for their livelihood. Domestic sales have now become a new standard for the world’s largest textile industry and have placed even further demands on the cotton supply chain.
There are also other factors that have contributed to the run up in cotton prices, some more obvious than others. Higher energy costs have played a role not only terms of shipping cotton but also to physically grow the crop. There’s another factor too – speculators in the cotton market. A weak U.S. dollar has helped to inflate commodity prices.It is often said that the wherever gold goes so does cotton. During this run up, a safe haven for investors has been gold and other commodities. When the stock markets were shaky during the recession, there was a lot of money to be made betting on higher commodity prices. In terms of cotton, sensing a quick buck, hedge funds swooped into the market just as the run up in prices began and the sheer size of their positions elevated prices well beyond what has normally been the case in the cotton markets.
And, yes, there is one other factor: psychology. Panic is driving the market these days. Fear of not being able to secure a supply of cotton has left many clothing companies scrambling and even more mills wondering if they can stay in business if the price continues to rise and if there will be a consistent supply of cotton to be had at any price. It is this panic in the marketplace that has helped to elevate cotton prices even more. For many years, the retail and apparel side of the textile supply chain set the rules for what it was willing to pay for its raw materials be it fabrics or raw cotton. But the panic in the market has weakened the grip of these companies. Raw material suppliers appear to have at least temporarily gained some ability to push higher costs on their customers and, indirectly at least, to the customers of those customers.
Needless to say, all of these factors have put the cotton industry in the precarious position of meeting soaring demand from a reduced production base.
The bottom line: There’s simply not enough cotton to go around.
Of course not all textiles are made of cotton and the fabric is only one component of the final price of the item. Unfortunately, polyester and other synthetic fabric prices trend to track with cotton and have risen significantly as well. Labor has become more expensive as has electricity, and pretty much all of the input costs of producing a final product. Sounds like an end of the world scenario…
But there’s hope on the horizon. Production will return. $2.00 cotton will move many farmers back into the game. A few years ago, many in the cotton trade forecast a reduction of U.S. cotton acreage from about 10 million acres to just six million. Funny how things change: Today, most analysts feel the US market will actual grow to about 13 million acres this year. As the U.S. is the world’s largest exporter of cotton, that’s a good thing.So all is not lost. Production will return and prices should moderate over time.
Will we go back to 40-cent cotton anytime soon?
No. Cotton prices will remain high for next couple of years — certainly above $1.00 per pound and it is possible that the record run-up in cotton prices will continue. But eventually prices will moderate as more supply comes on line. It just takes time. It takes almost 200 days to grow a cotton crop. Because of this long lead-time it will take time to bring production to a level that meets world demand.
But, then again, there’s only so much acreage to grow cotton. Perhaps that’s best left for another discussion on another day!
About: As Managing Director of Olah, Inc., Mr. Antoshak supervises the firm’s global cotton marketing and consulting services. Olah Inc runs the famous Kingpins Denim Shows besides other activities. Mr. Antoshak has more than 30 years of experience in the fiber and textile industries. He has held analyst positions with the Fiber Economics Bureau as Editor of the Fiber Organon, American Fiber Manufacturers Association as Director of International Trade, American Textile Manufacturers as Associate Director of International Trade, as President, Werner International as Vice President of Information Services, . Most recently, Mr. Antoshak was Managing Director of the Fibers & Textiles Division of FCStone, LLC. Mr. Antoshak has strong experience in trade negotiations and worked as a FBI-cleared industry advisor to the U.S. government on numerous bilateral quota trade agreements, NAFTA, the MFA and the WTO.


 This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing.
This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing. 



 This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing.
This is a guest post by Harry Mercer. Mr. Mercer has 30 years experience in the denim business including 3 prominent U.S. denim companies. He is an expert colorist for measurement and color matching as well as textile testing. 






















![clip_image002[4]](http://www.denimsandjeans.com/wp-content/uploads/2011/03/clip-image00241.jpg "clip_image002[4]")